Point of care solutions provide the maintenance team with accurate answers about equipment when needed. This is especially important when teams are working in 24/7 operations. Waiting for data to come back in days or weeks to make important decisions is not viable.
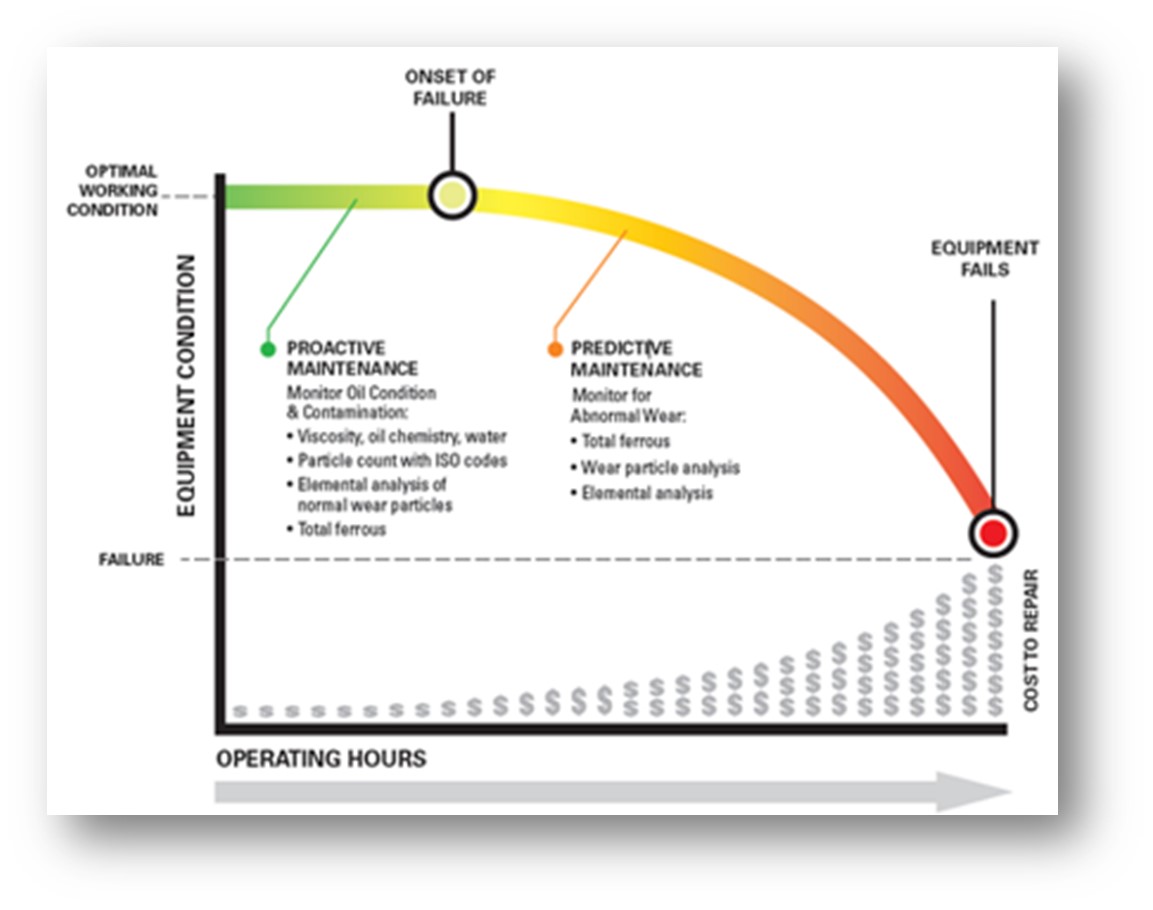
Oil analysis is essential to identify problems so they can be corrected before they cause equipment to go down for major repairs. A multinational mining firm was using an outside lab for oil analysis, but there were some real limitations with this approach:
- The cost of this approach limited the number of samples that could be analyzed.
- In addition, the four-day lead time to receive the results created the risk that damage could occur before results were obtained.
- Further, unpredictable delays or interruptions in shipping to the off-site lab can have huge impacts to keeping critical machinery running.
They overcame this problem by creating an in-house lab based on the SpectrOil 100 rotating disk electrode (RDE) atomic emission spectrometer and the Spectro FTIR oil analyzer. The mine can now obtain oil analysis results in only 12 minutes, and the reduced cost per sample has made it possible to increase the number of samples analyzed by nearly a factor of ten. In its first year of operation, the in house lab has identified savings of over a million dollars in downtime and over a million dollars in repairs with several of the larger incidents generating savings that completely paid for the purchase price of the instruments.