

John Morgan

Recent Posts
A large municipality in the northwestern United States operates over 1,700 vehicles and over 3,000 pieces of motorized equipment ranging from riding lawn mowers to bulldozers. Oil changes constitute a major expense. For example, the 500 heavy duty trucks in its fleet previously had their oil changed every 2,500 miles at a cost of around $400 per change. Assuming that each truck is driven 40,000 miles per year, total oil changes on these vehicles alone cost over $3 million per year. By using oil analysis to track oil condition, the City now performs oil changes only when necessary and has reduced their total oil change costs for these vehicles to below $1 million per year. Substantial savings have also been achieved on other types of vehicles and equipment. Furthermore, the City has achieved considerable but unmeasurable savings by identifying serious problems in oil analysis and fixing them before they cause a catastrophic failure.
0 Comments Click here to read/write comments

Rotating Disc Electrode Optical Emission Spectroscopy (RDE-OES)
Spectrometers that look at the multitude of spectral lines from a heated , or “excited,” sample are called optical emission spectrometers. All optical emission spectrometers consist of three main components.
3 Comments Click here to read/write comments

Introduction
The basis of modern oil analysis programs is the use of optical emission spectroscopy (OES) to measure the ppm (parts per million) levels of wear metals, contaminants, and additives in oil samples. Whatever an oil lab may need to measure, multi-elemental analysis is the core of an in-service oil analysis program. This paper gives an overview of Rotating Disc Electrode Optical Emission Spectroscopy (RDE-OES), its applications, and the SpectrOil Series family of products, which combine the latest innovations for increased performance and reliability with 30+ years of experience in military and laboratory applications.
2 Comments Click here to read/write comments

The FerroCheck 2100 now analyzes grease
No solvents, no sample prep
Want to extend equipment lifetime and prevent costly failures due to wear particles? Large ferrous particles in oil and grease can often be the first indicators of a severe wear condition in rotating equipment and engines. Trending ferrous content in oil and grease allows maintenance professionals to intervene before a catastrophic failure occurs. Please watch our video below to see how the FerroCheck now works on grease sample.
0 Comments Click here to read/write comments

scarce resources to critical maintenance activities.
1 Comment Click here to read/write comments

With over 4,000 oil and grease monitors in world-wide use today, InfraCal 2 Analyzers, originally developed by Wilks, have become a standard for the petrochemical and environmental industries. Wastewater professionals need a fast, rugged, easy to use option for monitoring wastewater discharge that doesn't cost them a fortune. This video shows how easy the InfraCal is to use.
4 Comments Click here to read/write comments

Historically, one of the most cost-effective indicators of machinery health has been the analysis of ferrous debris in oil. Such analysis utilizes the ferromagnetic properties of generated debris to perform the analysis. Since nearly all wear debris contains ferrous material (in particular iron), an abnormal increase in the amount of debris can be directly correlated to abnormal machinery conditions in the vast majority of cases. One type of ferrous debris analyzer is the magnetometer. The device works by sensing the disruption of a magnetic field that is generated due to the presence of magnetic particulates in the oil. Since the ferromagnetic properties of iron are well-known, the amount of disruption may be directly quantified to a certain amount (ppm) of iron. Devices such as the FerroCheck operate on this principle.
3 Comments Click here to read/write comments
The ferrography technique was developed in the 1970s to overcome the large particle detection deficiencies of spectrometric oil analysis. It is a technique used for the separation of particles from fluids for microscopic examination and subsequent analysis. The name ferrography derives from the initial development of the methods to precipitate ferrous wear particles from engine lubricating oil. The original analytical ferrograph used a strong magnetic field gradient to separate wear particles from the used oil sample for subsequent microscope examination.
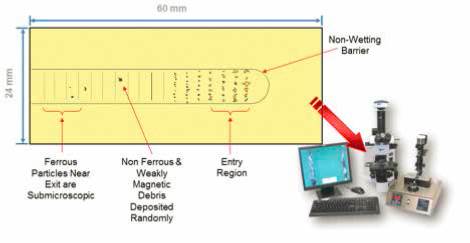
Figure 1: Example of a Ferrogram. On the lower right is an image
of the Spectro Scientific Thistle Tube Ferrography Lab including
ferrography slide maker, microscope and wear particle atlas (WPA)
software with reference pictures.
Since that time, a number of different instruments have been introduced such as the rotary particle depositor which also separates wear particles for microscopic examination along with other instruments which quantify the amount of ferrous wear debris in an oil sample. The primary instrument in ferrography is the analytical ferrograph which is used to prepare a ferrogram. A non-wetting barrier is painted on one surface of a microscope slide. This coating traps the fluid delivered by a peristaltic pump. In use, the slide is mounted at a slight horizontal angle, permitting the fluid to flow by gravity along the glass but within the barrier, where it finally is picked up by a drain tube.
The slide is mounted above two permanent magnets which are separated by an aluminum sheet. The poles of the magnets are counter posed. That is, where one magnet pole is considered north, the pole of the other magnet across the aluminum strip is south. Positioning the magnets in this way causes a strong magnetic field gradient to be created in the vertical direction above the aluminum strip. Magnetic particles in the fluid experience a strong downward force. These particles migrate through the fluid down to the glass surface, where they are deposited in strings perpendicular to the direction of fluid flow (Figure 1).
After all the fluid in a given sample has run across the slide, a fixer solution is passed over the slide to remove residual fluid. When the fixer has evaporated, the slide is ready for observation using the microscope. Ferrous particles are deposited on the slide according to size. The force acting on a particle is proportional to volume, but the viscous resistance of the suspending fluid is proportional to surface area. Therefore, for spheres, force increases with the cube of the diameter (volume) but resistance increases only with the square of the diameter (contact surface) [1].
The largest ferrous particles, therefore, are deposited at the entry region of the slide where the lubricating oil first touches down on the glass surface. At a position farther along the slide, all ferrous particles larger than a characteristic size already will have been precipitated. For non-ferrous particles, such as aluminum, brass, white metal, etc., precipitation will often occur because these materials are weakly magnetic. However, the deposition of these materials will be less size-selective. Consequently, large particles of nonferrous metal may be found anywhere along the length of the slide as also shown in Figure 1.
Figure 2: Example of cutting wear, severe sliding wear and
fatigue wear
Examination of the slide in a bichromatic microscope reveals details of size, shape, and number of particles. From this information the condition of oil-lubricated parts may be assessed [2]. Machines operating normally usually generate small flat particles at a slow steady rate. If the number of particles increases, and particularly if the ratio of large to small particles increases, we have an indication that a more severe mode of wear has begun. The generation of large severe wear particles signals the imminent failure of the wearing surface.
Different wear mechanisms each generate characteristic particles. Six regimes of wear have been identified with sliding wear. Miscellaneous shaped particles are associated with break-in wear. Small platelets are associated with normal rubbing wear. As operating parameters become more arduous, the metallic rubbing wear particles increase in size and become oxidized. Finally, just prior to failure, large, metallic, severe wear particles are produced.
Abrasive wear, analogous to a crude machining process, generates particles in the form of loops, spirals, and bent wires. Increase in the number and size of these particles shows that an abrasive wear mechanism is progressing rapidly.
In addition, two types of particles are associated with rolling mechanisms. These are fatigue chunks and laminar particles. Fatigue chunks represent material removed as rolling elements spall. Laminar particles, which are large, thin plates, result from material being passed through the rolling contact. Combined rolling and sliding, as in gears, produces scuffing particles and fatigue chunks. Determination of the composition of particles can establish their origin. The site of deposition, reflectivity, and color of particles aid in their identification. Figure 2 shows examples of abrasive wear, sliding wear and fatigue wear.
Ferrography can be useful to detect situations that are not obvious, such as water in oil as described below:
1 Comment Click here to read/write comments

Not only was Abraham Lincoln the 16th President of the United States of America, but he was also a patent attorney and a patent holder. Lincoln holds US patent #6,469 "Buoying Vessels Over Shoals". This patent describes a method of increasing the buoyancy of vessels through the use of inflatable bladders to guide them over, or free them from shoals or shallow waters.
0 Comments Click here to read/write comments
