
How does water enter the oil?
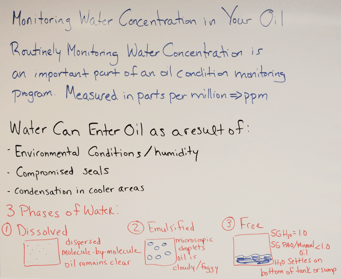
Routinely monitoring water concentration in oil is an important part of any oil condition monitoring program. Water can enter the oil as a result of environmental conditions, condensation from cooler areas of the equipment, and/or compromised seal integrity.
Three phases of water
Ideally, water remains in its dissolved state, dispersed molecule-by-molecule throughout the oil. Once the oil reaches its saturation point, the oil then becomes dispersed as microscopic droplets throughout the oil create an emulsion where the oil appears cloudy or foggy. As the water concentration increases in a water/oil emulsion, the water eventually collects in the oil as free water. Typically, mineral oils and PAO synthetics have a specific gravity less than 1.0, which makes water heavier than the oil; therefore, the free water starts to collect at the bottom of the tank or sump.
 What are the effects?
What are the effects?
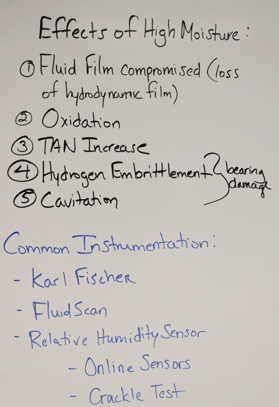
Elevated levels of moisture in the oil can lead to changes in the fluid (hydrodynamic) film, oxidation, accelerated wear and possibly even bearing damage from hydrogen embrittlement and/or cavitation.
Measuring moisture
There are plenty of options available for measuring water in oil which include, but are not limited to, online sensors, Karl Fischer Titration, the FluidScan device, and the crackle test. Online sensor technology may not make sense in every application due to cost. Karl Fischer reagents can be harsh and therefore are impractical to use on site. The FluidScan device is an IR method that can provide a parts per million water measurement in seconds and correlates to the ASTM Standard for Karl Fischer Titration. The total water measurement feature on the FluidScan measures both dissolved and free water down to 300 ppm on turbine oils and greater than 1000 ppm on other oils. This quick test makes the FluidScan a great option for on-site monitoring of water concentration.
Setting alarm limits
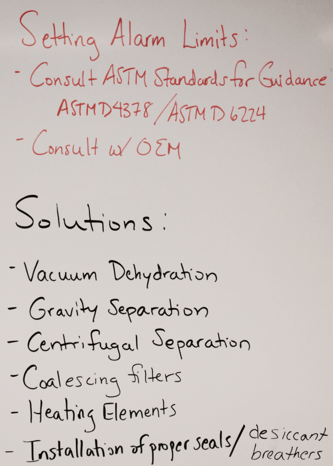 Setting up proper alarm limits for water concentration is critical when developing an oil condition monitoring program. Consult with the OEM to determine the proper alarm limits. If possible, review the ASTM Standards: ASTM D4378 (Standard Practice for In-Service Monitoring of Mineral Turbine Oils for Steam, Gas, and Combined Cycle Turbines), ASTM D6224 (Standard Practice for In-Service Monitoring of Lubricating Oil for Auxiliary Power Plant Equipment), and ASTM D7720 (Standard Guide for Statistically Evaluating Measurand Alarm Limits when Using Oil Analysis to Monitor Equipment and Oil for Fitness and Contamination) for guidance on overall oil condition monitoring strategies and guidance for analysis.
Setting up proper alarm limits for water concentration is critical when developing an oil condition monitoring program. Consult with the OEM to determine the proper alarm limits. If possible, review the ASTM Standards: ASTM D4378 (Standard Practice for In-Service Monitoring of Mineral Turbine Oils for Steam, Gas, and Combined Cycle Turbines), ASTM D6224 (Standard Practice for In-Service Monitoring of Lubricating Oil for Auxiliary Power Plant Equipment), and ASTM D7720 (Standard Guide for Statistically Evaluating Measurand Alarm Limits when Using Oil Analysis to Monitor Equipment and Oil for Fitness and Contamination) for guidance on overall oil condition monitoring strategies and guidance for analysis.
Hydraulic fluids, turbine oils, and other industrial fluids can hold as much as 200 to 600 ppm of water (0.02 to 0.06 percent) in the dissolved state depending on the temperature and length of time in service. Older oils are actually capable of holding three to four times more water in the dissolved state than new oil. This is due to the polar by-products forming from the oil oxidizing, holding on to the water molecules and keeping them in solution. Crankcase oils tend to have this same tendency as they are highly additized with polar additives that tend to hold water in solution. Turbine oils, which are not as highly additized, tend to have a lower saturation point so we see free water form more quickly. This is why turbine oils tend to have lower alarm limits and need to be monitored a little more closely.
Solutions
Once the proper alarm limits are set and there is a routine monitoring of the water concentration and an elevated moisture level is detected, there are a number of options available to remove the water from the system. The options are widely diverse and range from fairly complex to simple changes in maintenance practices to return the water concentration back to normal levels. Budgetary restrictions, time availability, and criticality of equipment are all important factors when deciding which option should be deployed. Vacuum dehydration, gravity separation, centrifugal separation, coalescing filters, and the use of heating elements are common ways to drive off moisture. When initiating these techniques, it is critical to monitor the moisture concentration throughout the process to understand the effectiveness of the method. For example, the FluidScan would be a useful tool to use on-site to monitor moisture ppm values to ensure the effectiveness of the moisture removal technique. Additionally, it may also be wise to perform morel oil condition monitoring tests to evaluate the integrity of the oil. For example, a demulsibility study (ASTM D1401) is recommended if there was an extended period of time where free and emulsified water were present in the oil, as these two phases have a tendency to be the most harmful to equipment. If you have any questions regarding monitoring moisture in your oil, please contact AMETEK Spectro Scientific so we can work with you to develop a solution that is right for you.

References:
[1] https://www.machinerylubrication.com/Read/503/removing-water-in-oil
[2] https://www.machinerylubrication.com/Read/192/water-contaminant-oil
[3] https://www.astm.org/Standards/D4378.htm
[4] https://www.astm.org/Standards/D6224.htm
