Point of care oil analysis is now established and accelerating as companies find reliability improvements and cost savings.
In a recent reliability survey, between 60 to 70% of industrial facilities employ oil analysis as an important component of their reliability programs. Oil analysis gives a snapshot of machinery health, preventing unnecessary oil changes and predicting equipment failures before they happen. Most organizations draw oil analysis samples and ship them off-site to be analyzed in a laboratory. The results are sent back anywhere from days to weeks depending on location and industry.
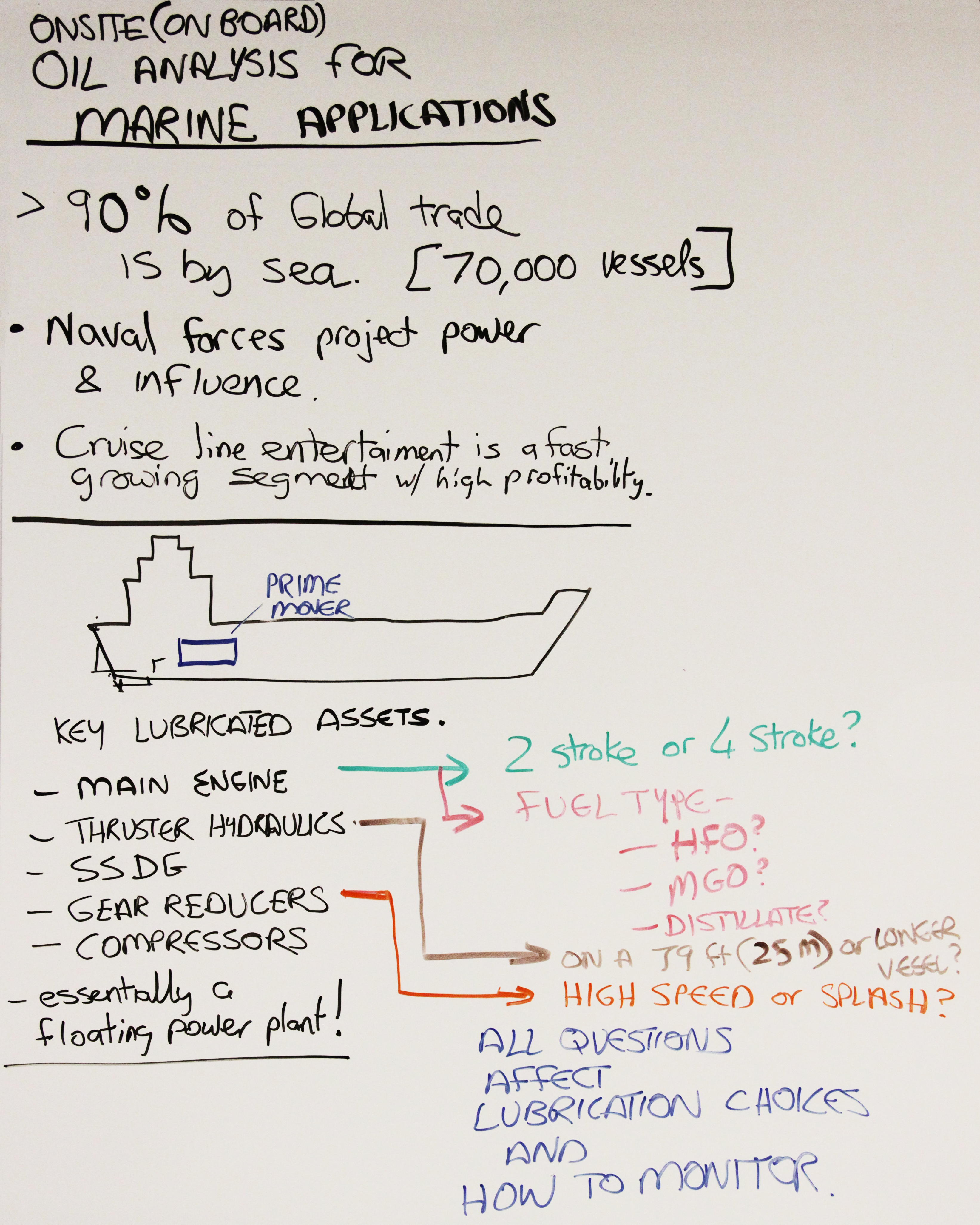
Point of care oil analysis (today’s on-site oil analysis) has grown rapidly in the last three years as leading companies in power generation, mining, food production and industrial manufacturing invest in tools and software solutions to insource at each production site. Benefits experienced by these early leaders indicates that this trend will accelerate more now, despite current challenges. Here are 5 reasons why organizations across the world are investing in point of care solutions: